





TMdrive-MVe2
ファンやポンプなどを巧みに制御し、
さらなる生産性と、さらなる省エネを。
電力会社、水処理施設、および工場内の動力用ファンなどに用いられるのが高電圧のモータ。それを可変速するのがTMEICのモータドライブ装置です。モータを巧みにコントロールすることで、工場における優れた生産性と、エネルギーコストの削減、CO2削減に貢献する機器です。
3.3kV:200〜1500kVA 4.16kV:500〜1890kVA 6.6kV:400〜3000kVA 11kV:660〜5000kVA

課題
海外メーカーの日本進出により、海外メーカーとの価格競争をする中で、素材品製造業であるT社にも取引先から「海外メーカーとの競争に負けないように、納入コスト削減お願いしたい。」との要望が増えてきました。
●品質の保持とコスト削減が急務に
海外メーカーの製品に対して優位性を打ち出していくために、品質を保ちながらコスト削減を同時に実現することが課題となっていました。
そのため、原料費などの原価ではなく製造過程の効率を高めることで、高い生産性を生むことが急務となっていました。
そこでT社では、生産性を高める為、まずはコストの占める割合を確認することから進めていきました。
●製造設備が占める電力の省エネが大きな課題
設備面の中でも特にモータの電力が高いことが確認できたT社は、電力コストを抑える方法を模索し始めました。電機動力費の占める割合が高いのは、数多くのモータが各プロセスで使用されている為であり、この費用を減らすことがコスト削減に一番効果的と考えました。
モータの省エネ方法は、
- ①高効率モータへの更新(古いモータ使用のためモータ自身の効率悪化)
- ②可変速ドライブの採用(バルブやダンパー制御によるロス)
があります。
高効率モータを採用した理由として、モータの電力コストを抑えるため、可変速ドライブを導入してモータの運転を効率的にコントロールすることで、経費削減を実現しようと試みたのです。
TMdrive-MVe2を選んだ理由
●生産性を高めるには、システムの高効率化出力が重要
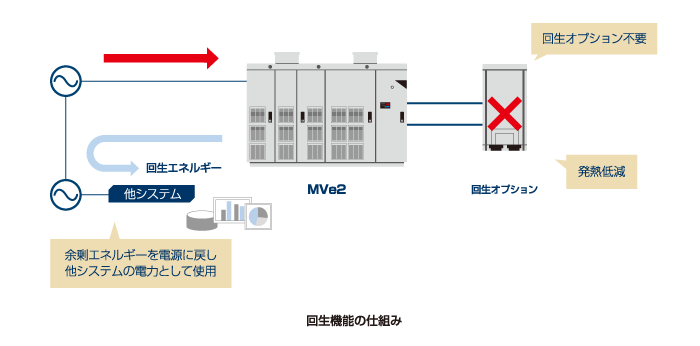
T社はTMEICの製品の中でも、回生機能を標準装備している特徴をもつ、TMdrive-MVe2に注目しました。
マルチレベルインバータの採用により、高電圧を直接出力できることで、高効率を実現することができます。さらにTMdrive-MVe2は、回生機能により、エネルギーの回収効率が良いことに加え、設備稼働率の向上も見込むことができます。
コンベアやポンプ、冷却ファンの省エネも可能になるほか、コンパクト設計を実現しているので、工事費や輸送費などの初期コストが削減できる製品として、導入に至りました。
導入効果
■導入後に大幅な電力消費カットが実現
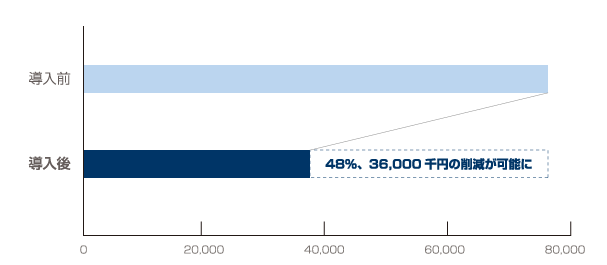
ファンに「TMdrive-MVe2」を導入した後のT社は、モータの消費する電力量が48%削減され、大きな導入メリットも強く感じることができ、効果も非常に満足の結果が得られています。
| 導入前 | 74,464 | 千円/年 |
|---|---|---|
| 導入後 | 38,464 | 千円/年 |
| メリット | -36,000 | 千円/年 |
| 削減率 | 48% |
TMdrive-MVe2導入 電気料金比較
| 条件 |
モータの効率=96.5%
TMdrive-MVe2の効率=97%(変圧器を含む) 定格風量でファンの軸動力:1100kW ファンの特性............Q=0の時のH=1.4p.u 年間の運転時間...... 8000時間 ファンの運転パターン......... ・風量100%:年間の運転時間の20% ・風量70%:年間の運転時間の50% ・風量50%:年間の運転時間の30% 電気料金 10円/kWh 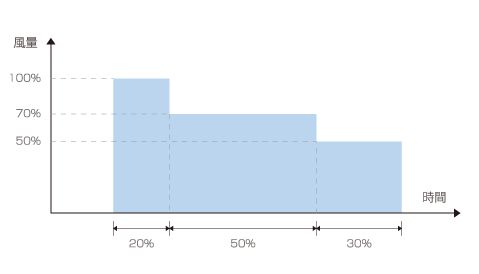
|
|---|
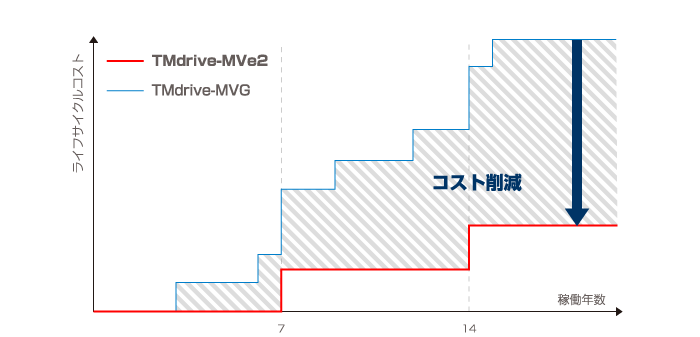
■フィルムコンデンサの採用によりメンテナンスフリー、メンテナンス費を削減
TMdrive-MVe2はフィルムコンデンサを採用することで、メンテナンスフリーを実現し、15年で800万円という大幅なコスト削減ができるシミュレーションが出来たことにより、T社は他の事業や設備への投資が可能となりました。
関連製品・サービス





※以下項目をクリックすると詳細情報を
ご覧いただけます
-
業種・分野
- 再生可能エネルギー
- 鉄鋼・アルミ・銅
- 石油・化学
- ガス・LNG
- 食品・飲料
- 自動車
- 機械
- 半導体
- 紙・パルプ
- 荷役(クレーン)・港湾
- 物流
- 海水淡水化
- 海洋・船舶
- 組立加工業
- 鉱山
- パワーエレクトロニクス(電力変換製品)
- 回転機

-
製品(機器)
-
ソリューション
-
サービス
- 保守メンテナンス
- ・パワーコンディショナ定期メンテナンス
- ・グローバルリモートサービスセンター(GRSC)
- 予防/計画保全支援
- ・保全・設備管理支援ツール
- スクール
- 製品・サービス実用情報
- ・カタログ
- ・取扱説明書
- 製品サポート
- ・国内
- ・海外
 お問い合わせ
お問い合わせ 資料請求
資料請求 よくあるご質問
よくあるご質問